![]()
QFN(Quad Flat No-Lead Package,四方形扁平無引腳封裝)零件屬於BTC(Bottom Terminational Components,底部端子元件)的一種,應該是目前業界運用最廣的底部端子。
QFN封裝零件有一個共同的特點,為了增加功耗(power dissipation)及散熱效率,都會在其本體的底部設計有一個比周邊訊號I/O端點大上好幾倍的外露焊墊(Exposed Pad,以下簡稱EPad),而且還會要求這個EPad必須被焊接於對應PCB的散熱墊(thermal pad)上,如此才能確保散熱效果。
有SMT製程經驗的人都知道,QFN這類零件本體底部大面積的焊墊是很難做到百分百覆錫焊接、沒有任何空洞氣泡的,只是散熱效果的好壞又取決於EPad上有多少面積被焊接於散熱墊上,那究竟多少百分比的空洞率(void ratio)是可以被接受的呢?如果你在沒有充分準備的情況下就傻傻地跑去問RD,所得到的答案大概會是百分百吧!因為大部分的RD也沒有概念。
(對於大陸那些盜文網站,複製貼上本站文章後,居然還改成自己公司的名字,感到無恥!文章內容部份防止複製編排可能造成您閱讀的不便,請見諒!)
還好工業標準IPC-7093規範中有提到:『EPad散熱焊墊的氣泡中空面積不超過50%,就幾乎不會對散熱與電路產生負面影響』。只是有些RD為了保險,可能會要求更少的空洞率,或是目前製程的空洞率就已經大於50%需要改善,那有沒有什麼方法是可以降低EPad的焊接空洞率的呢?
想要降低EPad的焊接空洞率之前,首先我們得先要了解這些空洞氣泡是如何產生的,然後才能對症下藥。
QFN及BTC散熱墊焊接空洞氣泡形成的可能原因
QFN及BTC散熱墊焊(thermal pad)接空洞氣泡形成的主要可能原因大致有三:
1. 錫膏量不足
有些SMT工廠可能會刻意地減少印刷在散熱墊上的錫膏量,以避免過多錫膏溢錫(overflow)造成散熱墊(接地)與訊號端子間的短路。可是一旦錫膏量印刷不足,將會使得EPad焊接於散熱墊的空洞率增加。
這種因為錫膏量印刷不足而造成的EPad空洞通常會呈現出非圓滑形狀或是形成範圍較大的空洞。
![]()
2.包風排氣不順
依據經驗顯示,在EPad上焊接空洞形成的絕大部分原因都來自排氣不順的包風所造成。由於錫膏在升溫融錫的過程中,助焊劑會因為高溫而不斷地氣化,再加上錫膏融熔成液態後會因內聚力而連結在一起並困住(entrap)一些無法逃逸的氣體,於是形成包風中空。
這種因為包風而造成的空洞通常會呈現出圓弧形狀,而且面積越大的EPad,其空洞就會越大。
另外,在足量錫膏的情況下,EPad下空洞的形成會隨著錫膏的加熱液化後先出現密密麻麻較小的空洞,隨著加熱時間的拉長與熱量累積,細小的空洞會漸漸融合在一起形成較大的空洞,有些比較靠近EPad邊緣的空洞則有機會可以突破液態焊錫的封鎖逃逸出來。
有興趣的朋友可以仔細看看這支某錫膏廠商做的影片,觀察EPad下的氣泡是如何產生與融合的。
3. EPad焊盤存在通孔
![]() QFN本身有非常大的散熱需求,所以IC業者都會要求PCB設計者必須在其對應的散熱墊(thermal pad) 上做導通孔(vias)連接至板子最外兩層及各層的大面銅箔以加強散熱效果。
QFN本身有非常大的散熱需求,所以IC業者都會要求PCB設計者必須在其對應的散熱墊(thermal pad) 上做導通孔(vias)連接至板子最外兩層及各層的大面銅箔以加強散熱效果。
有些設計了導通孔後壓根就不會想要再將這些導通孔給填起來,一則因為填孔要多一道工序,需額外花錢,二則又怕使用樹脂(resin)填孔會影響散熱,如果做電鍍填孔費用又太高。
可能很多的設計工程師不知道,把導通孔直接放在焊墊上不填孔會對SMT製程產生多大的影響?有興趣的朋友可以參考工作熊之前寫過的【BGA、QFN導通孔在墊(Vias-in-pad)的缺點及處理原則】這篇文章。
本文只強調當焊墊上設計有未填通孔或盲孔時,錫膏融熔後將會流入這些孔中,焊接在EPad上的錫膏量將會減少,空洞也會隨之增加,而且工廠更無法管控每次生產時會有多少錫膏流失,這樣散熱品質將無法保證。
QFN及BTC散熱墊焊接空洞的解決方案
了解過QFN散熱墊焊接空洞形成的可能原因後,我們就可以來對症下藥了。
錫膏量不足的解決方法
對於錫膏印刷量不足的解決方法,主要就是想辦法增加錫膏就可以解決了,不過還有一個前提是散熱墊上面不可以有密度過高的未填孔之導通孔,否則錫膏印得再多也沒用。
排氣不順包風問題的解決方法
至於排氣不順包風的解決方法,就是要設計【排氣通道(vent channel)】讓空氣可以順利逃逸出去,最普遍的做法是把錫膏印刷成田字形或井字形、米字形、斜條紋,只是不管錫膏印成什麼形狀,依然無法克服錫膏融熔後困住部分空氣的問題,而且錫膏本身的助焊劑也會產生氣體,依據經驗,經由錫膏印刷圖案來留出排氣通道最多只能將空洞率控制在30%~40%左右。
所謂山不轉路轉,我們可以試著換個思路來看是否可以降低空洞率,以下提出5個可能解決方案。
1. 能不能利用vias來當成逃氣孔?
既然空洞是由於包風排氣不順所造成,那能否利用vias來當成排氣孔(vent)?前面我們說過散熱墊上如果有未填孔的vias,錫膏會有流入孔中造成少錫的風險,所以我們要做的
首先就是讓錫膏印刷時避讓這些vias,建議印刷時距離via多少mm以降低錫膏流入。
其次,未填孔的vias不可太過密集,孔間距最好在1.5~2.0mm左右,其餘的vias則必須填孔。
其三,未填孔via的直徑建議要在0.25mm以下,最好是微導通孔(micro-vias),還要確認導通孔對面沒有被綠漆覆蓋阻塞。
其四,可以考慮在未填孔via周圍印上一圈白漆,可以有效防止錫膏流入,理論上白漆印刷後會有高低差,如果還是擔心整圈的白漆會阻礙排氣,則可以留四個缺口。
以上,只是工作熊個人的想法與建議,還沒有真正做過實驗,有興趣的朋友可以自己做個實驗看看結果。
2. 提高reflow峰值溫度及TAL時間
前面我們說過隨著EPad下錫膏溫度的升高會先出現細密小的氣泡,接著小氣泡會漸漸融合成為大氣泡,靠近EPad邊緣的氣泡有機會可以突破液態焊錫的封鎖逃逸升天。
所以,我們可以嘗試調整回焊的高溫與時間,來看看是否可以逼出EPad邊緣的氣泡。有興趣的朋友可以參考這篇網路上的文章《Minimizing QFN voiding during SMT assembly》,文章中比較兩組溫度曲線,其峰溫及TAL(Time Above Liquidus)分別為
Profile #1:240°C±4°C / TAL of 70s
Profile #2:254°C± 4°C / TAL of 77s
實驗結果是有較高溫峰及較長TAL的第二組溫度曲線之空洞率比第一組減少了約10%。
但也可能適得其反,因為較高的溫峰及較長的TAL意謂著會把原本的細密小氣泡融合成大氣泡,一般我們不太會去計較這些微小的氣泡,計算空洞率的時候也可能直接忽略,可一旦變成了大氣泡,就會被計算進去囉!
另外,可能需要確認一下自己使用的錫膏配方是否適用於較高的溫峰及較長的TAL。
3. 使用預成型錫片(solder preform)
這是錫膏廠商強推的方案,效果也的確不錯,就是費用有點高。對QFN空洞率有嚴格要求者可以考慮,建議要挑有含有助焊劑的預成型錫片才可以獲得比較好的焊錫性。
![]()
使用預成型錫片(preform)時,QFN的散熱墊仍然需要印刷錫膏,而且還要用置件貼片機的吸嘴把預成型錫片擠壓沉入錫膏中,務必讓錫膏高於錫片,這樣才能確保QFN可以被錫膏黏在PCB上,不會因為震動而移位。
4. 使用真空回焊爐(Vaccum reflow oven)
這得有設備配合,效果似乎也不錯。
5. 擴孔增加QFN的I/O焊墊錫量
依據熱傳導理論,在回焊爐中QFN四周的I/O腳焊墊會比零件下方的散熱墊(thermal pad)升溫速度還要來得快一些,也就是說I/O腳焊墊上的錫膏會先融錫,所以我們可以適當的增加I/O焊墊上的錫膏量,讓I/O焊墊上較先融熔的錫膏於散熱墊錫膏還未液化前抬起QFN本體,這樣就可以在QFN本體及散熱墊錫膏間形成一個有效的逃氣通道,等到液體焊錫開始凝固時,I/O焊墊上的多餘焊錫會往I/O側邊端點爬或是堆積在I/O焊墊上,所以I/O焊墊上的錫膏也不能增加過多。
對這個議題有興趣的朋友可以參考這篇文章《Aperture Design to Minimize QFN Voiding | AIM Solder》的論述及實驗。
至於I/O焊墊上的錫膏量應該增加多少?如何增加?文章中建議往焊墊的長條方向外擴20mil(0.5mm)~30mil(0.76mm),而不要其他I/O腳焊墊的方向擴,以避免短路發生。
![]()
![]()
關鍵字:QFN, EPad, 中空, 空洞, 氣泡, 包風
延伸閱讀:
QFN封裝在SMT組裝的焊接品質
BGA、QFN導通孔在墊(Vias-in-pad)的缺點及處理原則
[案例]新產品不良分析研發怎麼可以打迷糊仗?產品印字不良分析
The post
QFN及BTC散熱墊焊接空洞的3個形成原因及5個可能解決方案 first appeared on
電子製造,工作狂人(ResearchMFG).






」實驗計畫") 工作熊不敢說自己很懂「實驗設計(DOE, Design of Experiment)」,但發現有許多人一聽說要做「實驗設計」就裹足不前,因為光想到如何排「實驗設計」或計算其實驗結果的「變異數分析(ANOVA)」就頭很大,還得做一大堆有的沒有的實驗,對如何判斷實驗結果是否顯著更是傷腦筋。另外有些人則是對「實驗設計」懵懵懂懂,以為只要有做設計變更或製程變更就一定得做「實驗設計」?
工作熊不敢說自己很懂「實驗設計(DOE, Design of Experiment)」,但發現有許多人一聽說要做「實驗設計」就裹足不前,因為光想到如何排「實驗設計」或計算其實驗結果的「變異數分析(ANOVA)」就頭很大,還得做一大堆有的沒有的實驗,對如何判斷實驗結果是否顯著更是傷腦筋。另外有些人則是對「實驗設計」懵懵懂懂,以為只要有做設計變更或製程變更就一定得做「實驗設計」?")
解釋")
解釋")

-磁磚工廠的經驗")






-交互作用、真空閥推動力")











 QFN本身有非常大的散熱需求,所以IC業者都會要求PCB設計者必須在其對應的散熱墊(thermal pad) 上做導通孔(vias)連接至板子最外兩層及各層的大面銅箔以加強散熱效果。
QFN本身有非常大的散熱需求,所以IC業者都會要求PCB設計者必須在其對應的散熱墊(thermal pad) 上做導通孔(vias)連接至板子最外兩層及各層的大面銅箔以加強散熱效果。


")
")
")
")
")
:波焊工藝的影響")
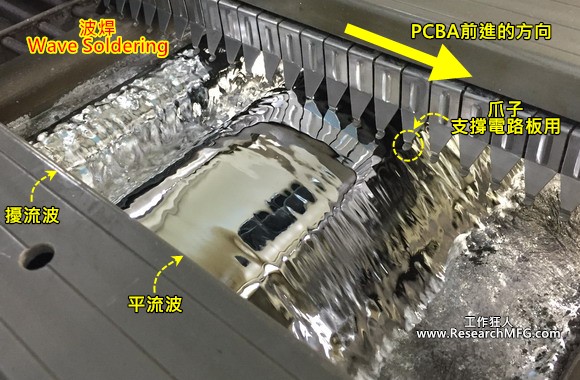



 市面上有許多的插件(Through Hole Device)在其底部並未設計或留有墊高/架高(standoff)機構以利排氣及爬錫,波焊時這些插件的底部會完全覆蓋住通孔,一方面將使得錫液無法順利爬升到零件面形成弧形外觀加強焊接強度,而且還可能在零件底部與PCB表面間的縫隙中形成錫珠造成不確定的品質風險,另一方面則會阻擋助焊劑在波焊中的形成的氣體及殘留的空氣無法從零件面順利排出形成空洞。
市面上有許多的插件(Through Hole Device)在其底部並未設計或留有墊高/架高(standoff)機構以利排氣及爬錫,波焊時這些插件的底部會完全覆蓋住通孔,一方面將使得錫液無法順利爬升到零件面形成弧形外觀加強焊接強度,而且還可能在零件底部與PCB表面間的縫隙中形成錫珠造成不確定的品質風險,另一方面則會阻擋助焊劑在波焊中的形成的氣體及殘留的空氣無法從零件面順利排出形成空洞。


 這是因為錫膏中含有助焊劑,而助焊劑中又含有乙醇類等易揮發的溶劑,也就是說錫膏一旦開封後溶劑就會開始揮發(其實不開蓋密封的情況下也會揮發,只是速度很慢,就類似汽水裝在寶特瓶中一段時間後也會沒氣是一樣的道理),尤其是那些已經塗抹在鋼板或是已印刷在PCB上的錫膏,其溶劑揮發的速度會更快,所以,一般有紀律的SMT廠都會嚴格管控錫膏的使用標準及壽命。
這是因為錫膏中含有助焊劑,而助焊劑中又含有乙醇類等易揮發的溶劑,也就是說錫膏一旦開封後溶劑就會開始揮發(其實不開蓋密封的情況下也會揮發,只是速度很慢,就類似汽水裝在寶特瓶中一段時間後也會沒氣是一樣的道理),尤其是那些已經塗抹在鋼板或是已印刷在PCB上的錫膏,其溶劑揮發的速度會更快,所以,一般有紀律的SMT廠都會嚴格管控錫膏的使用標準及壽命。

 過去為了因應歐盟的「有害物質限用指令(Restriction of Hazardous Substances Directive 2002/95/EC, RoHS)要求,
過去為了因應歐盟的「有害物質限用指令(Restriction of Hazardous Substances Directive 2002/95/EC, RoHS)要求, 目前比較可行的LTS焊點補強方案為使用
目前比較可行的LTS焊點補強方案為使用製程有機會成為未來主流嗎?")

")

 其三,錫膏開罐後暴露於生產車間的時間又是如何管控的?我們前面已經說過,錫膏開罐後,錫膏中的溶劑就會開始揮發,所以我們不只要管控錫膏直接暴露於大氣環境下的溼度,更要管控暴露的時間,因為暴露時間越長,溶劑的揮發就越多,出問題的機率也就越高。一般我們會要求錫膏開蓋超過8H不得回收,超過12H或24H報廢,不建議自己添加溶劑,因為你不知道溶劑揮發了多少,更不知道需要添加多少溶劑,添加了溶劑後還得重新充分攪拌均勻。而對於已經塗抹於鋼板上的錫膏,其溶劑揮發的速度會比在罐子裡的更快,一般建議要在3H內用完。
其三,錫膏開罐後暴露於生產車間的時間又是如何管控的?我們前面已經說過,錫膏開罐後,錫膏中的溶劑就會開始揮發,所以我們不只要管控錫膏直接暴露於大氣環境下的溼度,更要管控暴露的時間,因為暴露時間越長,溶劑的揮發就越多,出問題的機率也就越高。一般我們會要求錫膏開蓋超過8H不得回收,超過12H或24H報廢,不建議自己添加溶劑,因為你不知道溶劑揮發了多少,更不知道需要添加多少溶劑,添加了溶劑後還得重新充分攪拌均勻。而對於已經塗抹於鋼板上的錫膏,其溶劑揮發的速度會比在罐子裡的更快,一般建議要在3H內用完。:不良原因整理與對策分析")